武汉大学机构用户,欢迎您!
质量工程学是一门崭新的质量管理技术,与传统质量管理相比,具有许多特色。走质量工程学道路投资少见效快,适合于中国的国情。推广应用田口方法将促进经济的迅速发展,提高产品的竞争力。
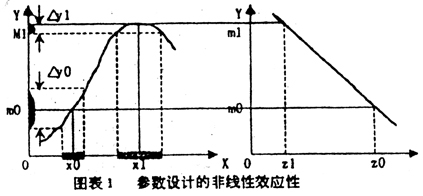 图表1 参数设计的非线性效应性 (4)质量与成本的平衡性。 引入质量损失函数这个工具使工程技术人员可以从技术上和经济两个方面分析产品的设计、制造、使用、报废等过程,使产品在整个寿命周期内社会总损失最小。在产品设计中,采用容差设计技术,使得质量和成本达到平衡,即生产性(=质量+成本)达到最佳。设计和生产出价廉物美的产品,提高产品的竞争力。 (5)新颖、实用的正交试验设计技术。使用内外表直积、 综合误差因素法、动态特性设计,用误差因素模拟各种干扰(噪声),使得试验设计更具工程特色,大大提高试验效率,增加试验设计的科学性,试验设计求出的最优结果满足:顾客环境下的产品性能的波动且费用最少;在试验中求出的最优条件同样在加工过程和顾客环境下也是最优。 2 我国企业产品质量存在的问题 随着市场经济的建立与完善,我国经济得以迅速发展,综合国力也在不断提高,但是,我国产品质量问题还没有从根本上得以解决,质量低是一个困扰我国工业经济增长的重要因素。相当部分企业在国际国内两个市场上缺乏竞争力,产品销售不畅。据统计,目前我国仅有少数的产品质量达到国际水平,相当部分的产品质量比国际水平落后20年。据国家技术监督局抽查,1985年至1990年工业部门不良品损失约占工业产值大约10%—15%,“八五”期间抽查不合格率由1991年的约20%上升为1994年的约30%。不合格品浪费了大量的能源、人力和物力。我国每年因产品不合格造成直接经济损失大约2000亿元,假冒伪劣商品造成的损失难以计数。且我国产品大多为工业初级品,其利润率仅为美国科技产品的1%。在国际上我国产品形象不佳,价位不高。 我国产品质量的差距具体表现: (1)原材料质量差,设备落后,管理落后。低质的原材料, 和粗糙的加工,这种状况不是短期内能够解决的。但是,提高质量管理水平,改善质量有效手段对于产品质量的提高却是立竿见影的事情。 (2)名牌产品少。名牌是高质量、高信誉度、高市场占有率、 高效益的集中体现。名牌即是产品的形象,代表了企业形象,反映国家整体经济素质。然而,据联合国工业统计署统计,世界排名前100 名的名牌产品中,没有一个中国名牌。在国外、国内两个市场上,在外国名牌的强大攻势下。国产品牌站得住脚的不多。 (3)科技创新不足,产品科技含量低。许多产业, 特别是重点产业(如机械、电子、汽车)所需要的技术和装备大多数以来从国外引进生产线和进口设备。然而大部分企业的不能够消化和吸收,二次开发能力很弱,经过消化吸收和二次创新再去成功地占领国际市场的产品还很少。
图表1 参数设计的非线性效应性 (4)质量与成本的平衡性。 引入质量损失函数这个工具使工程技术人员可以从技术上和经济两个方面分析产品的设计、制造、使用、报废等过程,使产品在整个寿命周期内社会总损失最小。在产品设计中,采用容差设计技术,使得质量和成本达到平衡,即生产性(=质量+成本)达到最佳。设计和生产出价廉物美的产品,提高产品的竞争力。 (5)新颖、实用的正交试验设计技术。使用内外表直积、 综合误差因素法、动态特性设计,用误差因素模拟各种干扰(噪声),使得试验设计更具工程特色,大大提高试验效率,增加试验设计的科学性,试验设计求出的最优结果满足:顾客环境下的产品性能的波动且费用最少;在试验中求出的最优条件同样在加工过程和顾客环境下也是最优。 2 我国企业产品质量存在的问题 随着市场经济的建立与完善,我国经济得以迅速发展,综合国力也在不断提高,但是,我国产品质量问题还没有从根本上得以解决,质量低是一个困扰我国工业经济增长的重要因素。相当部分企业在国际国内两个市场上缺乏竞争力,产品销售不畅。据统计,目前我国仅有少数的产品质量达到国际水平,相当部分的产品质量比国际水平落后20年。据国家技术监督局抽查,1985年至1990年工业部门不良品损失约占工业产值大约10%—15%,“八五”期间抽查不合格率由1991年的约20%上升为1994年的约30%。不合格品浪费了大量的能源、人力和物力。我国每年因产品不合格造成直接经济损失大约2000亿元,假冒伪劣商品造成的损失难以计数。且我国产品大多为工业初级品,其利润率仅为美国科技产品的1%。在国际上我国产品形象不佳,价位不高。 我国产品质量的差距具体表现: (1)原材料质量差,设备落后,管理落后。低质的原材料, 和粗糙的加工,这种状况不是短期内能够解决的。但是,提高质量管理水平,改善质量有效手段对于产品质量的提高却是立竿见影的事情。 (2)名牌产品少。名牌是高质量、高信誉度、高市场占有率、 高效益的集中体现。名牌即是产品的形象,代表了企业形象,反映国家整体经济素质。然而,据联合国工业统计署统计,世界排名前100 名的名牌产品中,没有一个中国名牌。在国外、国内两个市场上,在外国名牌的强大攻势下。国产品牌站得住脚的不多。 (3)科技创新不足,产品科技含量低。许多产业, 特别是重点产业(如机械、电子、汽车)所需要的技术和装备大多数以来从国外引进生产线和进口设备。然而大部分企业的不能够消化和吸收,二次开发能力很弱,经过消化吸收和二次创新再去成功地占领国际市场的产品还很少。